Theoretical Informations
-
Intermittent (Bottom) Blowdown
-
Suspended solids in the boiler can be suspended as long as the boiler water is active (turbulent), but as soon as the agitation stops, it sinks to the bottom of the boiler. If the solids that settle to the bottom are not removed from the boiler, it will prevent heat transfer from the boiler flame-smoke pipes within a certain period of time and this may cause overheating and even deterioration (collapse) in the boiler construction.
-
The recommended method for removing this sludge is to blowdown from the bottom of the boiler by means of a blowdown valve. The purpose of doing it intermittently is to allow time for the sludge to redistribute itself so that more can be removed at the next blowdown. This is why a single four-second blowdown every eight hours is much more effective than a long blowdown every twelve hours.
-
With Vira BK 4000 Bottom Blowdown Controller, you can set the desired bottom blowdown time and how long you want to do. In addition, if the BKV 4000 Bottom Blowdown valve remains open or does not open for any reason, you can receive its information and intervene. Also, you can continuously monitor information such as the remaining time to the next blowdown and the set time via the controller.
-

-
The blowdown water is released into either a brick lined drain pit placed underground or a steel blowdown vessel above ground. The size of the blowdown tank is determined by the flow rate of the blowdown water and flash steam entering the vessel when the blowdown valve is opened.
-
Intermittent (Bottom) Blowdown Suspended solids in the boiler can be suspended as long as the boiler water is active (turbulent), but as soon as the agitation stops, it sinks to the bottom of the boiler. If the solids that settle to the bottom are not removed from the boiler, it will prevent heat transfer from the boiler flame-smoke pipes within a certain period of time and this may cause overheating and even deterioration (collapse) in the boiler construction. The recommended method for removing this sludge is to blowdown from the bottom of the boiler by means of a blowdown valve. The purpose of doing it intermittently is to allow time for the sludge to redistribute itself so that more can be removed at the next blowdown. This is why a single four-second blowdown every eight hours is much more effective than a long blowdown every twelve hours. With Vira BK 4000 Bottom Blowdown Controller, you can set the desired bottom blowdown time and how long you want to do. In addition, if the BKV 4000 Bottom Blowdown valve remains open or does not open for any reason, you can receive its information and intervene. Also, you can continuously monitor information such as the remaining time to the next blowdown and the set time via the controller. The blowdown water is released into either a brick lined drain pit placed underground or a steel blowdown vessel above ground. The size of the blowdown tank is determined by the flow rate of the blowdown water and flash steam entering the vessel when the blowdown valve is opened. Although the use of a blowdown tank is not compulsory in Turkey, there are regulations in many countries of the world regarding the temperature of the drained water as it may harm the environment and human health, and the use of a blowdown tank becomes mandatory due to these regulations. For example, in England, it is desirable that the drained blowdown water should not be above 43 °C and the blowdown ratio should not be more than 5% of the boiler capacity. When these conditions are met, most of the time the water in the blowdown tank is naturally cooled and drained through heat transfer and heat dissipation. However, if the boiler design and system conditions do not comply with these regulations, an extra cooling system may be needed in the blowdown tank.
-
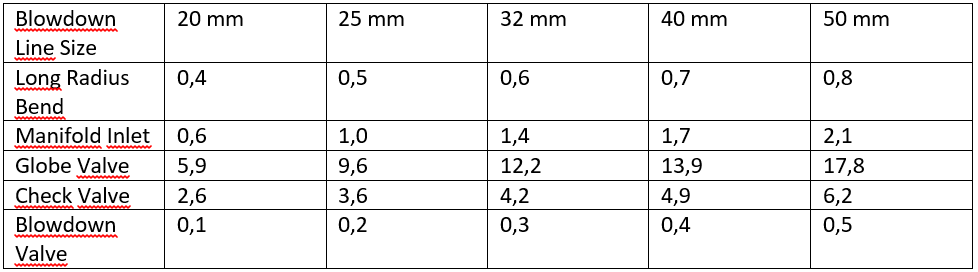
The main effects on the blowdown rate are:
-
- Boiler Pressure
- Blowdown Line Size
- Length of the blowdown line between the boiler and the blowdown tank
-
-
Level Control Systems
-
Boiler drum level control systems are widely used in industrial boilers to control the level of boiling water in boiler drums and to help ensure a continuous supply of steam.
-
If the level is too high, water can be carried over to the steam line, resulting in low dryness percentage of steam.
-
A level control system tightly controls the level in the event of an increase or decrease in steam demand regardless of the feedwater flow variation.
-
A tight water level control in the drum of a boiler can be achieved by using one of these systems.
-
- Single Element Level Control System
- Two Element Level Control System
- Three Element Level Control System
-
Too low water level will cause boiler deformation and even collapse due to overheating in the fire tubes. Normally, the water level in the drum is expected to be kept within 2 to 5 cm of the normal water level point and with some tolerance for temporary load changes.
-
Factors Effecting Drum Level
-
In boiling conditions, steam bubbles are located below the water surface and have a volume. This situation may increase the water level in the boiler and cause an incorrect level information to be received. Another effect on the water level in the drum is the pressure.
-
The bubbles expand or shrink as the load demand changes. A higher steam demand will cause the pressure of the water in the drum to drop and the steam bubbles to expand to give the appearance of a higher water level than they actually are.
-
This imaginary high water level causes the feedwater to be closed at a time when more water is needed. The increase in water level as a result of the drop in drum pressure is called "swell". The decrease in the water level caused by the increase in drum pressure is called "shrink".
-
Drum Level Control Strategies
-
The single element level control system is a useful method for constant load conditions. However, it cannot respond quickly enough when load changes are more frequent, unpredictable, or severe.
-
More information should be input and processed to predict the amount of water to be added to the drum to compensate for sudden load changes. The addition of some information providing elements to the system (such as flow meter and transmitter) allows the controller to estimate the amount of water added to keep the drum water level within a specified range.
-
Single Element Level Control
-
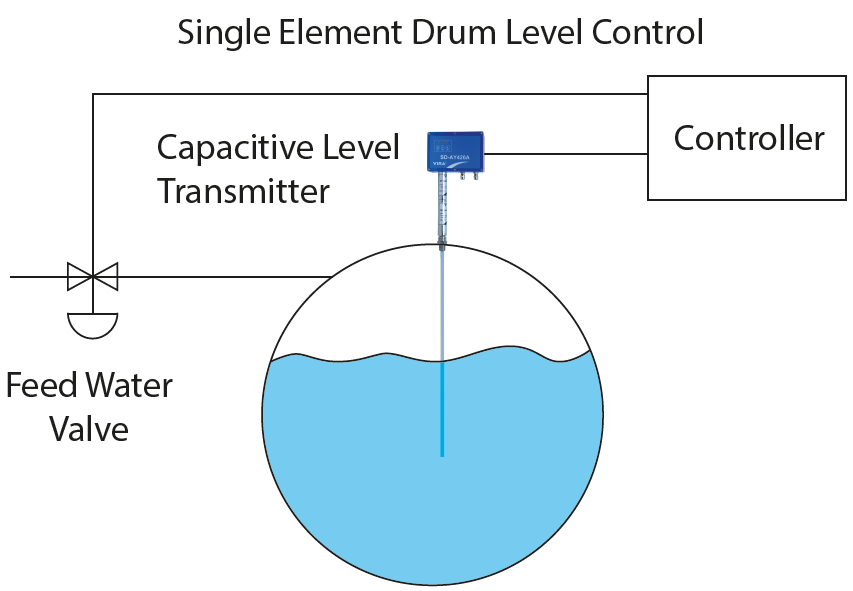
This is a very simple drum water level control system. It requires a single analog input to operate and provides a single analog output in return. This is why it is called a single element drum level control. Because there is no relationship between the drum water level and the steam or feedwater flow, it can only be applied with a single feed pump in a single boiler providing a relatively stable load.
-
Its performance is ineffective compared to two element and three element level control systems. Example usage method is shown in the image below.
-
-
This system consists of a proportional signal coming from a level transmitter. This signal is compared with a previously set point and the difference found as the deviation value. This signal is passed to the feed water valve by the controller as a proportional output. Thus, the flow level of the feed water is adjusted by the valve.
-
Notes:
-
- Only one analog input and one analog output are required.
- Since there is no relationship between the drum level and the steam or feed water flow, it can only be used in single boiler - single feed pump structures with stable loads.
- It will be insufficient in places where swelling may occur.
-
This drum level control design is suitable for single drum boilers with constant pressure of the feed water.
-
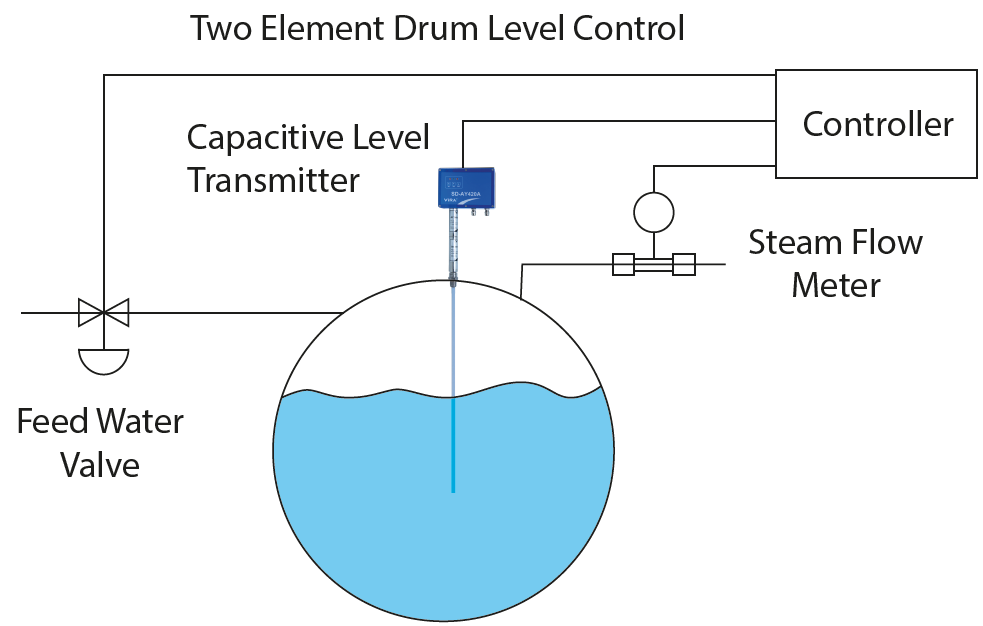
The two element drum water level control system includes the same level element and feed valve used in the single element configuration, but has an additional steam flow meter element providing a density corrected (by the controller) mass flow signal to control feedwater flow,
-
The two-element drum water level control system can be applied to a single drum boiler where the feed water is at a constant pressure.
-
The presence of double control elements in such a system is to provide a constant drum level control.
-
Example usage method is shown in the image below.
-
-
Notes:
-
- More accurate control of drum water level than a single element
- Steam flow acts as a forward feed signal to allow faster level adjustments.
- Can be applied to single boiler / single feed pump configurations with constant feedwater pressure.
-
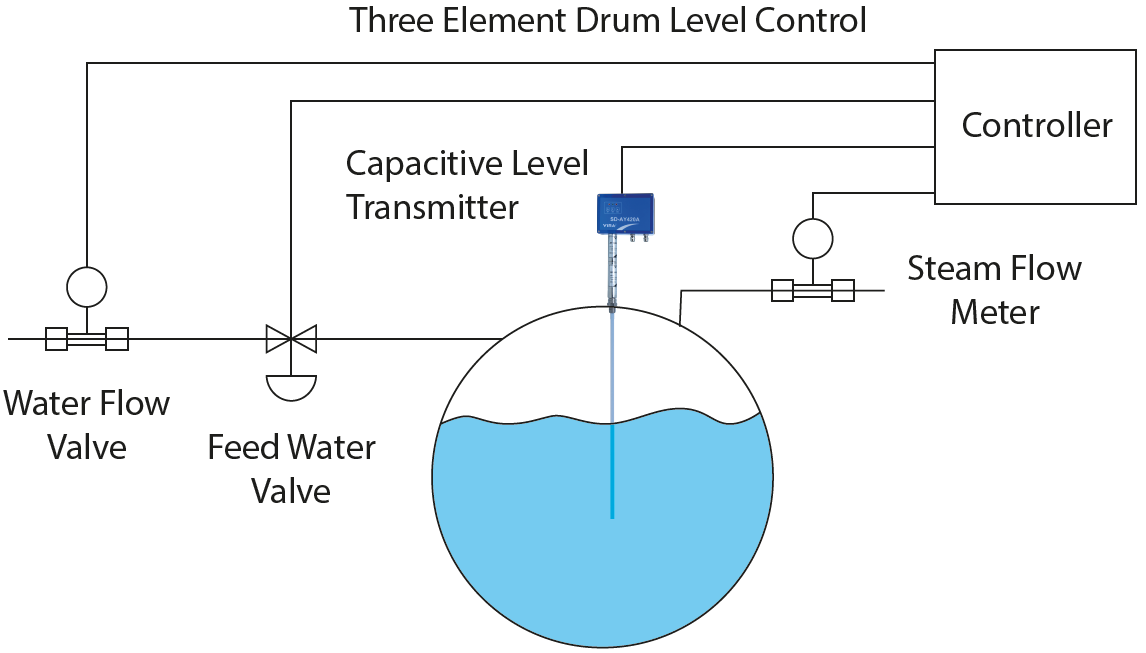
The three element drum water level control is suitable for the use of variable feedwater pressure or multiple boilers with multiple feedwater pumps.
-
In this design, three elements are used to control the level, steam and feedwater flow, respectively. This system offers much better and improved drum water level control than any other system.
-
For the best control, the correct flow values of both steam and feed water in terms of density must be maintained.
-
Example usage method is shown in the image below.
-
-
The 3 Elements Drum level control system is suitable to be used when there are more than one boiler and more than one pump or when the feed water is not constant in terms of pressure and steam consumption.
-
3 Elements Level Control System Components :
-
- Level Element
- Steam Flow Meter
- Water Flow Meter and Feedwater Valve
-
The feed water flow meter, together with the feedwater valve, responds quickly to changes in feed water demand.
-
In order to achieve optimum control, steam and feed water flow values should be corrected with density.
-
Notes:
-
- The 3 Element drum level control system is an effective and accurate method for fluctuating steam loads.
- Ideal where a system suffers from fluctuating feedwater pressure and flow rate.
- A more advanced level of control is required.
-
Blowdown, is the process of removing some of the boiler water from the boiler drum in order to reduce the amount of dissolved or suspended solids.
-
The concentration of solid particles entering the boiler together with the feed water, increases considerably with the evaporation of the boiler water.
-
Solid particles dissolved and suspended in the boiler water are important for the control of the boiler water quality. The TDS level should remain within the limits specified by the boiler manufacturer and applicable guidelines. For this purpose, a certain amount of boiler water is discharged continuously (surface blowdown) and periodically (bottom blowdown).
-
High amount of dissolved solids (TDS) can cause many problems such as water carryover and scale formation:
-
Scale
-
The scale is mainly caused by the presence of calcium and magnesium salts (carbonates or sulphates), which are soluble in heat, or a very high concentration of silica relative to the alkalinity of the water in the boiler.
-
The scale layer is caused by the precipitation of impurities coming from the feed water directly in the boiler on the heat transfer surfaces, or from the substance suspended in the water, which settles on the metal and becomes hard and sticky. Evaporation in a boiler causes an increase in the concentration of impurities. This prevents heat transfers and leads to overheating in the boiler pipes. The less heat they transmit on these surfaces, the more hazardous there is.
-

-
Blowdown cannot eliminate the problem of formation of scale layer alone, but it can keep the boiler water conductivity and quality at the desired level. It helps to prevent the formation of the scale layer by chemical dosing of the feed water.
-
No mechanical treatment should be performed on the scale formed surfaces. Chemical flushing should be done.
-
Water Carryover
-
The high concentration of dissolved and suspended solid particles not only prevents heat transfer, but also causes the boiler water to foam. This can lead to the transport of solid particles and water along with the steam to the pipeline. Water Carryover causes both the quality of the steam to decrease and can cause great damage to the fixtures in the installation.
-

-
Automatic Surface Blowdown (TDS Control) System
-
Automatic Surface Blowdown Control system measures the conductivity in the boiler water with the conductivity probe and compares it with the maximum conductivity value set on the controller and tries to keep the conductivity of the water in the boiler constant by opening and closing the continuous blowdown valve. This is the most efficient system for surface blowdown in steam boilers.
-
If the conductivity (µS / cm) value is above the maximum allowable (set) conductivity value, the boiler water is blowdown until the conductivity value falls below the set value. If the boiler water conductivity value is below the set value, the blowdown valve maintains its closed position.
-

-
Automatic Bottom Blowdown System
-
Oil, rust, dirt and salts that do not dissolve in water, which may come from the installation, settle to the bottom of the boiler and form sludge. The automatic bottom blowdown system is used to discharge this sludge that accumulates at the bottom of the boiler. The bottom sludge will prevent heat transfer in the boiler and cause inefficient operation. This can cause mechanical collapse and even explosions. The recommended bottom blowdown time is 3-5 seconds every 8 hours.
-
At the set time and time interval in the controller, the bottom blowdown valve opens and the sludge settled at the bottom of the boiler clears. The feature that distinguishes Vira BK 4000 controller from ordinary timers is that it can be received an alarm if the valve remains open or closed.
-

-
Not: BS4-T Automatic Surface Blowdown System and DB2 Automatic Bottom Blowdown System are suitable for working in steam boiler plants according to TRD 604, EN 12952 and EN 12953.
-
Steam Boilers are pressurized containers that allow the water to be steamed by heating. Steam boilers are produced according to EN 12952 (for Water Tube Boilers) and EN 12953 (for Flame Smoke Tube Boilers) standards in Europe.
-
We can collect Steam Boilers under two main titles as
-
- Fire Tube Boilers
-
- Water Tube Boilers
-
Feed Water Control, Level Measurement and Safety
-
Level Measurement and Safety
-
The boiler drum is where water and steam meet and separate from each other. The water level here is one of the important parameters to be measured and controlled. For the boiler to operate safely and efficiently, the water level in the drum must be kept constant.
-
Too low water levels can damage the boiler tube due to overheating as a result of the boiler running dry, causing mechanical damage, that is, melts and collapses. The water, which is given without waiting for the hot boiler pipes to cool, causes explosions.
-
Another point to note is the high level. Too high drum water level can damage downstream equipment, causing water transport, improper operation of separators, difficulty in temperature control, water carryover resulting in water hammer.
-
The amount of water entering the boiler should be balanced with the amount of steam released to obtain the constant water level in the boiler. Therefore, it is extremely important to have information about the operating principles, assembly requirements, strengths, and weaknesses of the drum water level control system. Ignoring these issues may result in an improper application, frequent maintenance, unsafe operation as well as low system performance.
-
On-Off Feed Water Control
-
During the On-Off feedwater control, the feedwater pump turns on and off by the commands it receives from the level probe. The pump starts when the water level drops to the specified low water level. When the water level reaches the determined high water level, the pump stops.
-

-
Modulating Feed Water Control (Single Element Control)
-
During the modulating feedwater control, a capacitive level probe on the boiler transmits the water level to the controller, and the water level is kept constant by providing the required valve opening by the level controller. The valve used in the system can be preferred as 2-way or 3-way depending on the user. In proportional feed water control systems, it is desirable to have a pump running continuously and a valve proportionally allowing water passage. In addition to this system, control can be achieved with direct variable speed pumps without using valves. However, due to reasons such as the cavitation of the pumps at low frequencies, the most applied and problem-free method in the field is the systems installed with valves.
-

-
Advantages and Disadvantages
-
- In On-Off Feed Water Control Systems, with the operation of the pump, a colder water than the water in the boiler is added to the boiler. This addition can cause variable vapor pressure and flow. In addition, the continuous opening and closing of the pump in the long term causes wear and tear on the pumps.
- On-Off Feedwater control systems are very simple in terms of installation and use.
- On-Off Feedwater control systems are suitable for low capacities.
- On-Off Feedwater control systems are affordable.
- In On-Off Feedwater control systems, a separate pump is needed for each boiler.
- If there is a peak steam draft in boilers using On-Off Feedwater control systems, production may stop and slow down due to false alarms. In addition, water carryover along with steam may also cause water hammer and there is a devastating impact in the installation.
-
When steam meets a cooler surface, it loses some of its heat. This heat loss experienced by the steam causes the formation of small water droplets formed by condensation of the so-called condensate steam.
-
Increasing the boiler feed water temperature every 6 ° C can save about 1% energy. Therefore, the recovery of condensate as hot water is very important in terms of energy saving.
-
At high condensate temperatures, the flash steam generated on the suction side of the electric pumps will cause cavitation, so unlike ordinary pumps, condensate pumps are used.
-
Vira Condensate Pump does not contain any deteriorating mechanical parts. Level control is done electrically by means of electrodes, not by float. If required, the system can be supplied with globe valve, strainer, solenoid valves and check valves, or simply as the condensate pump itself and as a level measuring system.
-
Condensate pumps pump high-temperature liquids using condensate, steam or compressed air. The condensate collected in the collector (7) begins to fill into the condensate pump. The solenoid valve (1) located at the top of the condensate pump is in the open position. The solenoid valve (2) in the steam line (5) is in the closed position. As soon as the water level in the condensate pump touches the short electrode (4), the open valve (1) closes and the closed valve (2) opens and the drive steam flows into the condensate pump with its own pressure and discharges the condensate. As soon as the condensate level falls below electrode # 3, the solenoid valve # 1 is reopened and the solenoid valve # 2 is closed. The remaining steam in the condensate pump chamber of the driving steam from the line where the solenoid valve 1 is located is sent to the collector (7) to be converted to condensate. Line 6 is used to return and discharge the condensate formed in the steam line to the collector. Outlet number 8 on the collector is left for ventilation. https://en.viraisi.com/condensate-pump
-

-
For detailed informations and contact you can send an e-mail to info@viraisi.com and you can reach products details at www.viraisi.com
-
The quality of the steam is pronounced by dryness. The dryer the steam supplied to the system, the better the quality.
-
When the steam produced in the boilers is transferred to the installation, it loses some of its heat when it encounters a cooler surface. This heat loss causes the formation of small water droplets called condensate and the condensate is carried by the vapor pressure circulating in the installation. Steam Separators are products that are used to ensure the dryness of the steam that separates the liquid formed in the installations.
-
In the vortex type steam separator, wet steam enters into the product and descends downwards by guiding the spirals so as to have maximum friction surface and follows the spirals and leaves the remaining moisture on the spirals and leaves the product. The friction surface is at maximum level.
-
Vira Vortex Type Steam Separators are highly productive, long-life products with high friction surface where you can easily obtain dry steam. https://en.viraisi.com/steam-separator
-

-
For detailed informations and contact you can send an e-mail to info@viraisi.com and you can reach products details at www.viraisi.com
-
The purpose of this method is to receive a warning from the predetermined point and to maintain the boiler water level at the desired intervals. This method can be called on-off control system or limit control system. In their most common use, these points, the minimum and maximum points, are the two points in which you want to stay alert between the water level in the boiler and for warning. At the minimum point, the warning is taken before the water falls to the critical level and the necessary precautions are taken without any problems. Likewise, by taking the maximum point, we prevent fluid overflow and thus damage. The received warning is usually transmitted to the controller in the form of an electrical signal, after which the connection is completed according to the application by means of audible, illuminated warnings or devices (such as pumps) to control the system. An electrode group electronic device is used in the measurement.
-
-
Vira Automatic Level Control Systems have 3 different products which can be called On-Off Control or Limit Control.
-
- SK 1000 Automatic Level Alarm System https://en.viraisi.com/level-alarm-system
- SK 2000 Automatic Level Control System https://en.viraisi.com/on-off-level-control-system
- SK-T 2400 Boiler Top Automatic Level Control System https://en.viraisi.com/boiler-top-on-off-level-controller-sk-2400-t
-



-
The purpose of this method is to measure how much water is in the boiler or tank and to operate the pump or control valve proportionally according to the measured value.
-
In this system, the level that is set and the current level difference in the boiler or the measured tank are kept to a minimum value so that the level does not fluctuate continuously at maximum and minimum points. The control is carried out by means of a modulating control valve and a controller connected to it by an electrode. The electrode sends signals to the controller according to the water level and the controller then proportionally controls the control valve after evaluating these signals. Proportional opening / closing is made according to the water level in the boiler and the desired water level is kept constant with very small deviations. In these systems, the pump runs continuously. When the control valve closes, the by-pass valve opens.
-
Vira Automatic Level Control Systems have 2 different products which we can call Proportional Control.
-
SK 3000 Modulating Level Control Systems https://en.viraisi.com/modulating-level-control-systems
-
SD-AY 420 Modulating Level Control Probe, 4-20 mA Transmitter https://en.viraisi.com/4-20ma-level-control-system
-
-


-
For detailed informations and contact you can send an e-mail to info@viraisi.com and you can reach products details at www.viraisi.com
-
According to the type of water prepared in the feed water tank, salt and a number of impurities reach the steam boiler. As a result of evaporation, the salinity of boiler water increases. A salt concentration higher than the permissible value causes boiler stone, boiler corrosion and foam formation.
-
The foam not only prevents heat transfer inside the boiler but also can reach the steam installation. Thus, the desired dry steam cannot be obtained. The quality of steam distributed to the installation decreases and the accumulations of water generated force the fittings. Automatic Surface Blowdown System should be used to prevent this situation. The salinity concentration of the boiler water can be kept below the permissible limit value by discharge via the surface blowdown valve. The conductivity of the boiler water is measured (more saline is more conductive) by means of a conductivity electrode stuck directly into the boiler just below the boiler water level and the desired conductivity value is achieved by discharging the boiler water via a proportional valve. Unlike ordinary surface blowdown systems, the Vira BS4-T system is easy to use and suitable for any application with its heat compensation and 4-20 mA output. With heat compensation feature, it is possible to calibrate at desired temperature and pressure and it is plug and play ease. https://en.viraisi.com/automated-tds-blowdown-system
-

-
Some impurities and salts (rust, oil and dirt that may come from the installation) precipitate to the bottom of the boiler to form a sludge layer. Thus, the heat transfer capability of the boiler is reduced and there is a danger of corrosion in the boiler. These foreign substances and salts should be periodically disposed out of the boiler to prevent the formation of the settling layer. For this, Automatic Bottom Blowdown Systems are used. By opening the bottom blowdown valve, pressurized boiler water is discharged from the bottom of the boiler. Vira Automatic Deep Blowdown systems have many features other than ordinary timers. One of the most important features of the DB2 system is that the valve communicates the opening and closing status of the valves. If the normally closed valves are prevented from closing for any reason after being opened, the controller will warn you to take action. Only applications made with timer logic are insufficient in this regard. When more than one DB2 system is connected to the same blowdown line, the controllers communicate with each other and the other does not start until one valve is closed to prevent clogging. DB2 system provides the opportunity to operate for the desired time intervals. https://en.viraisi.com/bottom-blowdown-system
-

-
Automatic Surface Blowdown and Automatic Bottom Blowdown are complementary to each other, so both operations are normally required.
-
For detailed informations and contact you can send an e-mail to info@viraisi.com and you can reach products details at www.viraisi.com
-
The first steam engine (Savery Machine) was invented by the British engineer Thomas Savery in 1698 for the purpose of discharging the water in the mines and it was developed and evolved in many different sectors for different purposes. Today, a derivative of these machines, which are mostly encountered in industry, are steam boilers.
-
The boiler is a closed and pressurized vessel used to produce steam pressure at a pressure higher than atmospheric pressure. By keeping the steam in this closed container, pressure is obtained, and the pressure increases and the evaporation temperature rises. In this way, steam with high thermal capacity is prepared for transfer.
-
Boiler types are divided according to their structure, usage area and fuel types.
-
The boilers are named according to type of material used in the construction of boilers (steel boiler, etc.), the type of fuel used (liquid fuel, gas fuel, etc.), pressure in the combustion chamber (counter-pressure, counter-pressure), heating fluid type (hot water boiler, welding water boiler, etc.), the structural design of the boiler (flame pipe, water pipe, etc.) or the shape of the boiler (semi-cylindrical, fully cylindrical, etc.).
-

-
For detailed informations and contact you can send an e-mail to info@viraisi.com and you can reach products details at www.viraisi.com
-
- It is an ideal heat carrier.
- It can carry more heat with small diameter pipes.
- Environmentally friendly so clean.
- Energy can be saved by recycling.
- The fluid is transported at its own pressure.
- There is no need for a pump for circulation, so the cost is low.
- It is possible to perform temperature control very precisely.
- Steam reduces the risk of corrosion in the installation.
- Due to the transmission of small diameter pipes, heat losses are less than other systems.
- Thermodynamic properties are good.
- Steam is safe, so there is no flammability. It is a sterile fluid.



-
For detailed informations and contact you can send an e-mail to info@viraisi.com and you can reach products details at www.viraisi.com
-
Steam in the sense of dictionary; Although it means the gas state in which liquids and some solids are transformed by the effect of heat, we can define the part of our interest as water vapor. The term evaporation is a physical term used only for liquids to become gaseous.
-
Evaporation continues until either the evaporating liquid is over or the air above the liquid is saturated with steam.
-
The steam applies a pressure on the walls of the container. The higher the temperature, the higher the pressure. As a liquid evaporates, the molecules on its surface get rid of and become gaseous. The dryness of the obtained steam shows how high quality it is.
-
These evaporating molecules are constantly in motion. During the evaporation of water, a dynamic equilibrium is established in which equal amounts of liquid or solid particles become gaseous and at the same time return from the gaseous state. The vapor that establishes such an equilibrium is called ’saturated steam'.
-
Due to its physical properties, steam, which is frequently used in industry, is an indispensable part of the industrial sector.
-

-
For detailed informations and contact you can send an e-mail to info@viraisi.com and you can reach products details at www.viraisi.com
-
- Petrochemistry
- Thermal Power Plants through Steam Turbines
- Pharmaceutical and Food Industry for Sterilization Purposes
- Building Materials Industry
- Heating Systems with the help of Heat Exchangers from Steam to Water (Heating Installations)
- Refineries
- Chemical Processes
- Food Industry, such as olive, tea and milk factories
- Sterilization processes
- Fertilizer Industry
- Rubber Products and Manufacturing
- Paper Industry
- Wood Processesing and Shaping
- Tire Factories
- Hospitals
- Hotels
- Iron and Steel Processing Plants
-



-



-
For detailed informations and contact you can send an e-mail to info@viraisi.com and you can reach products details at www.viraisi.com

Contact Us
If you have any questions about our products, our solutions or need advice from our experts don't hesitate to contact us!